- · 《农业工程技术》栏目设[05/19]
- · 《农业工程技术》收稿方[05/19]
- · 《农业工程技术》投稿方[05/19]
- · 《农业工程技术》征稿要[05/19]
- · 《农业工程技术》刊物宗[05/19]
一、来稿必须是作者独立取得的原创性学术研究成果,来稿的文字复制比(相似度或重复率)必须低于用稿标准,引用部分文字的要在参考文献中注明;署名和作者单位无误,未曾以任何形式用任何文种在国内外公开发表过;未一稿多投。 二、来稿除文中特别加以标注和致谢之外,不侵犯任何版权或损害第三方的任何其他权利。如果20天后未收到本刊的录用通知,可自行处理(双方另有约定的除外)。 三、来稿经审阅通过,编辑部会将修改意见反馈给您,您应在收到通知7天内提交修改稿。作者享有引用和复制该文的权利及著作权法的其它权利。 四、一般来说,4500字(电脑WORD统计,图表另计)以下的文章,不能说清问题,很难保证学术质量,本刊恕不受理。 五、论文格式及要素:标题、作者、工作单位全称(院系处室)、摘要、关键词、正文、注释、参考文献(遵从国家标准:GB\T7714-2005,点击查看参考文献格式示例)、作者简介(100字内)、联系方式(通信地址、邮编、电话、电子信箱)。 六、处理流程:(1) 通过电子邮件将稿件发到我刊唯一投稿信箱(2)我刊初审周期为2-3个工作日,请在投稿3天后查看您的邮箱,收阅我们的审稿回复或用稿通知;若30天内没有收到我们的回复,稿件可自行处理。(3)按用稿通知上的要求办理相关手续后,稿件将进入出版程序。(4) 杂志出刊后,我们会按照您提供的地址免费奉寄样刊。 七、凡向文教资料杂志社投稿者均被视为接受如下声明:(1)稿件必须是作者本人独立完成的,属原创作品(包括翻译),杜绝抄袭行为,严禁学术腐败现象,严格学术不端检测,如发现系抄袭作品并由此引起的一切责任均由作者本人承担,本刊不承担任何民事连带责任。(2)本刊发表的所有文章,除另有说明外,只代表作者本人的观点,不代表本刊观点。由此引发的任何纠纷和争议本刊不受任何牵连。(3)本刊拥有自主编辑权,但仅限于不违背作者原意的技术性调整。如必须进行重大改动的,编辑部有义务告知作者,或由作者授权编辑修改,或提出意见由作者自己修改。(4)作品在《文教资料》发表后,作者同意其电子版同时发布在文教资料杂志社官方网上。(5)作者同意将其拥有的对其论文的汇编权、翻译权、印刷版和电子版的复制权、网络传播权、发行权等权利在世界范围内无限期转让给《文教资料》杂志社。本刊在与国内外文献数据库或检索系统进行交流合作时,不再征询作者意见,并且不再支付稿酬。 九、特别欢迎用电子文档投稿,或邮寄编辑部,勿邮寄私人,以免延误稿件处理时间。
延长钢桥面板寿命新手段——疲劳裂纹气动冲击
作者:网站采编关键词:
摘要:? 传统的钢桥面板疲劳裂纹维修技术存在工艺复杂、破坏结构等缺点,在实桥运用中存在较多裂纹二次扩展的现象。气动冲击技术,作为一种新型疲劳裂纹维修方法,具有便携高效、对

?
传统的钢桥面板疲劳裂纹维修技术存在工艺复杂、破坏结构等缺点,在实桥运用中存在较多裂纹二次扩展的现象。气动冲击技术,作为一种新型疲劳裂纹维修方法,具有便携高效、对母材破坏小等优点。通过设计钢桥面板典型构造细节的冲击维修试验,验证了气动冲击技术能够延缓疲劳裂纹的扩展速率,延长疲劳裂纹剩余寿命。经实桥应用及跟踪监测,气动冲击技术对钢桥面板疲劳裂纹具有显著维修效果。
什么是气动冲击
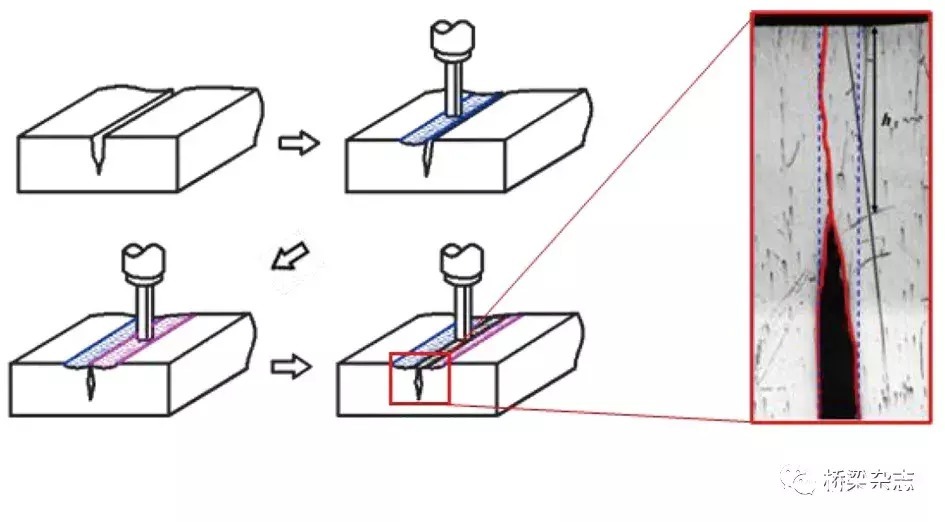
气动冲击维修技术,是利用气动工具的高速冲击使钢板表面产生明显塑性变形,从而达到钢材表面开口裂纹产生机械闭合的效果。同时引入残余压应力,抵消或部分消除焊接残余拉应力,从而改善开裂后的疲劳性能,起到补强开裂效果,如图1所示。从气动冲击后裂纹切面,可明显观测到气动冲击处理后裂纹开口部位的机械闭合现象,以及其有效的闭合深度。
?
图1 气动冲击维修示意
气动冲击维修设备包括空气压缩机、气动工具,如图2所示。气动冲击维修设备以压缩空气作为基本动力源,采用气动工具作为能量输出装置,冲击棒起到冲击力传递的作用。

?
图2 气动冲击维修设备
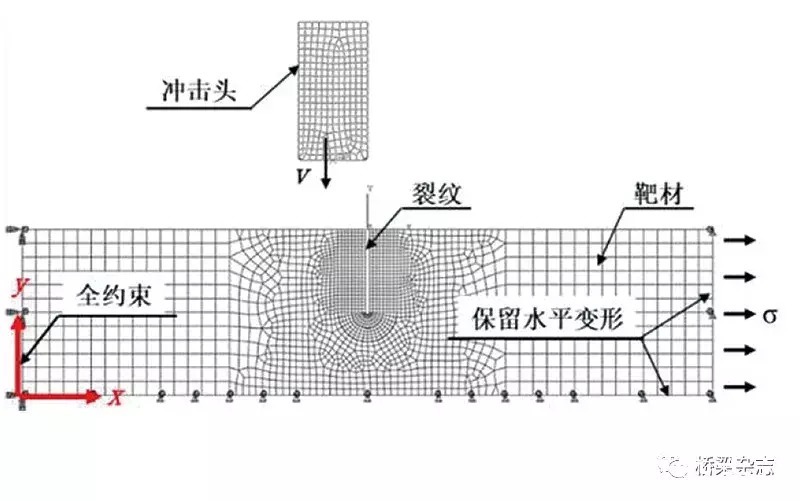
基于ABAQUS软件模拟气动冲击处理下裂纹开口部位的应力变化,采用二维板壳模型建立含裂纹的冲击头-靶材碰撞耦合模型,近似模拟气动冲击过程中的碰撞过程,模型见图3。
?
图3 冲击模型
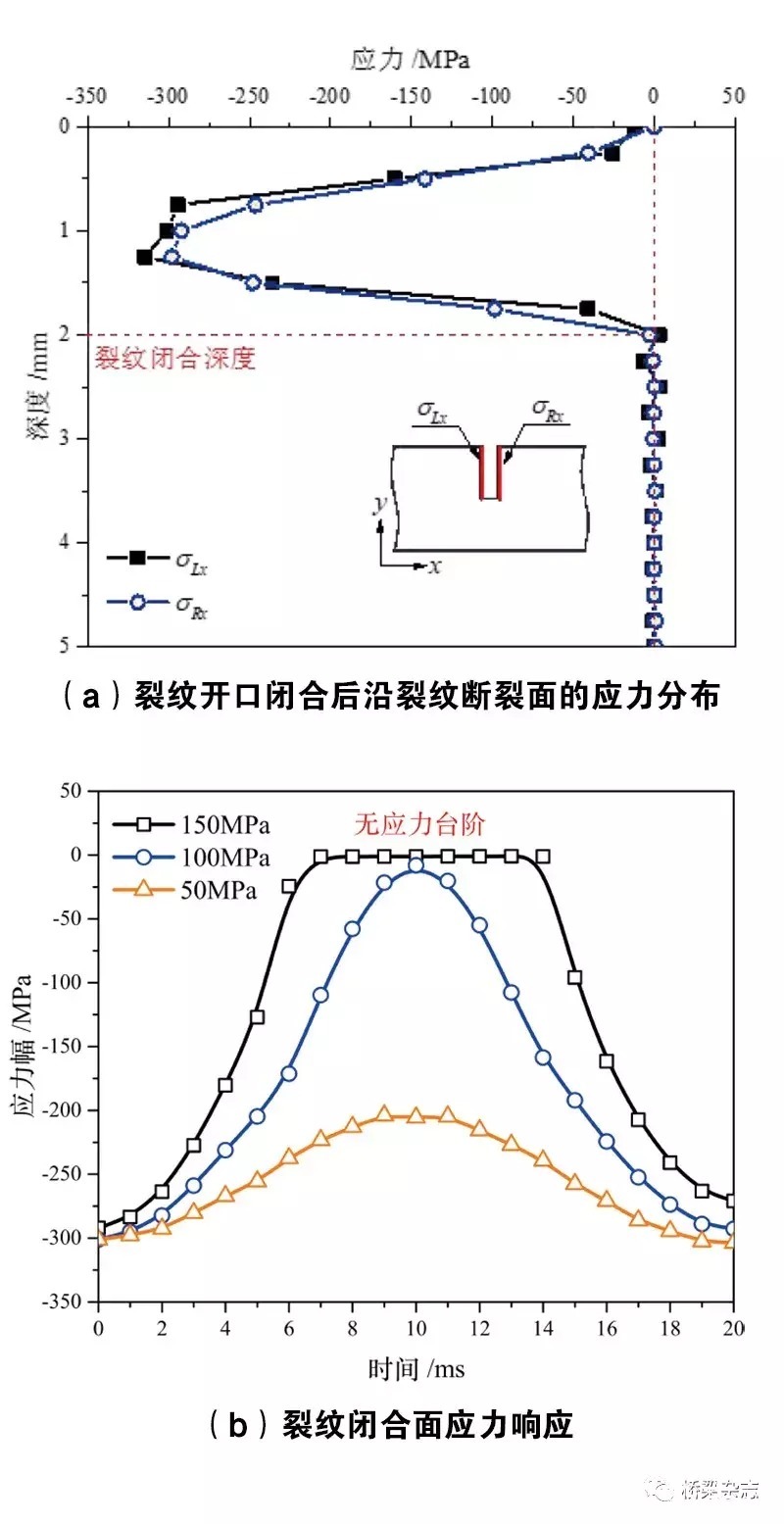
图4(a)给出了模拟气动冲击后,裂纹开口部位两侧断裂面的应力分布情况。可以看出,通过冲击使裂纹闭合后,在其表面一定深度范围内存在有效压应力。
?
图4 裂纹开口闭合断面力学行为
利用ABAQUS的重启动功能对气动冲击后闭合的裂纹加载,以分析外荷载施加过程中裂纹开口闭合后的力学响应。图4(b)给出了不同应力幅下裂纹闭合面水平方向的应力响应情况。由此可知,当裂纹开口闭合后,在一定范围内的外荷载作用下,裂纹开口仍能保持有效闭合,而在高应力循环下服役时,则会导致闭合的裂纹重新张开。这表明,气动冲击处理后,引入的残余压应力能够显著降低引起裂纹扩展的有效应力幅,从而延缓裂纹扩展。
针对细节设计试验
在钢桥面板中,存在焊接缺陷或几何形状突变的焊接接头位置,是极易产生应力集中的部位,也是大多数疲劳裂纹的起源位置。其中,横隔板弧形缺口构造细节、顶板-U肋构造细节,是钢桥面板疲劳损伤的典型细节。针对典型细节,设计了相应局部试件的疲劳试验,及气动冲击维修试验,以评估气动冲击补强技术在不同构造细节的实施效果及适用性。
试验情况概述
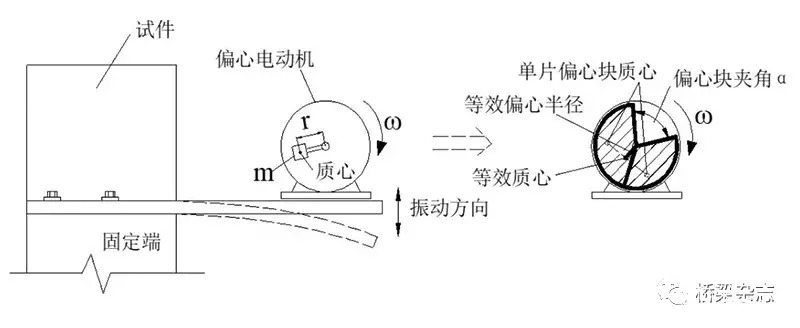
试验加载装置采用小型振动疲劳试验机,即在转动轴两侧各置两枚偏心块,试验机启动时,偏心块在电动机带动下转动从而带动试件上下振动,实现对试件的弯曲疲劳加载,试验机工作原理图如图5所示。
?
图5 疲劳试验机工作原理
横隔板构造细节
在车轮荷载作用下,横隔板弧形缺口部位产生面外变形,引起弧形缺口焊缝处产生疲劳裂纹。针对这一疲劳细节,设计了9个相应的局部构件(SJ1-SJ9),如图6所示。其中,SJ1-SJ2不做维修处理,SJ3-SJ9采用气动冲击处理。对SJ1、SJ3-SJ6采用80MPa应力幅加载,对SJ2、SJ7-SJ9采用100MPa应力幅加载,当试件裂纹长度达到40~50mm时进行维修。需维修的试件疲劳试验分为两个阶段:第一阶段预制疲劳裂纹达到预期长度;第二阶段采用气动冲击法进行维修,维修后继续进行疲劳试验,直至裂纹继续扩展至规定长度后停止试验。同时在试件上粘贴应变片,记录维修前后的应力数据。
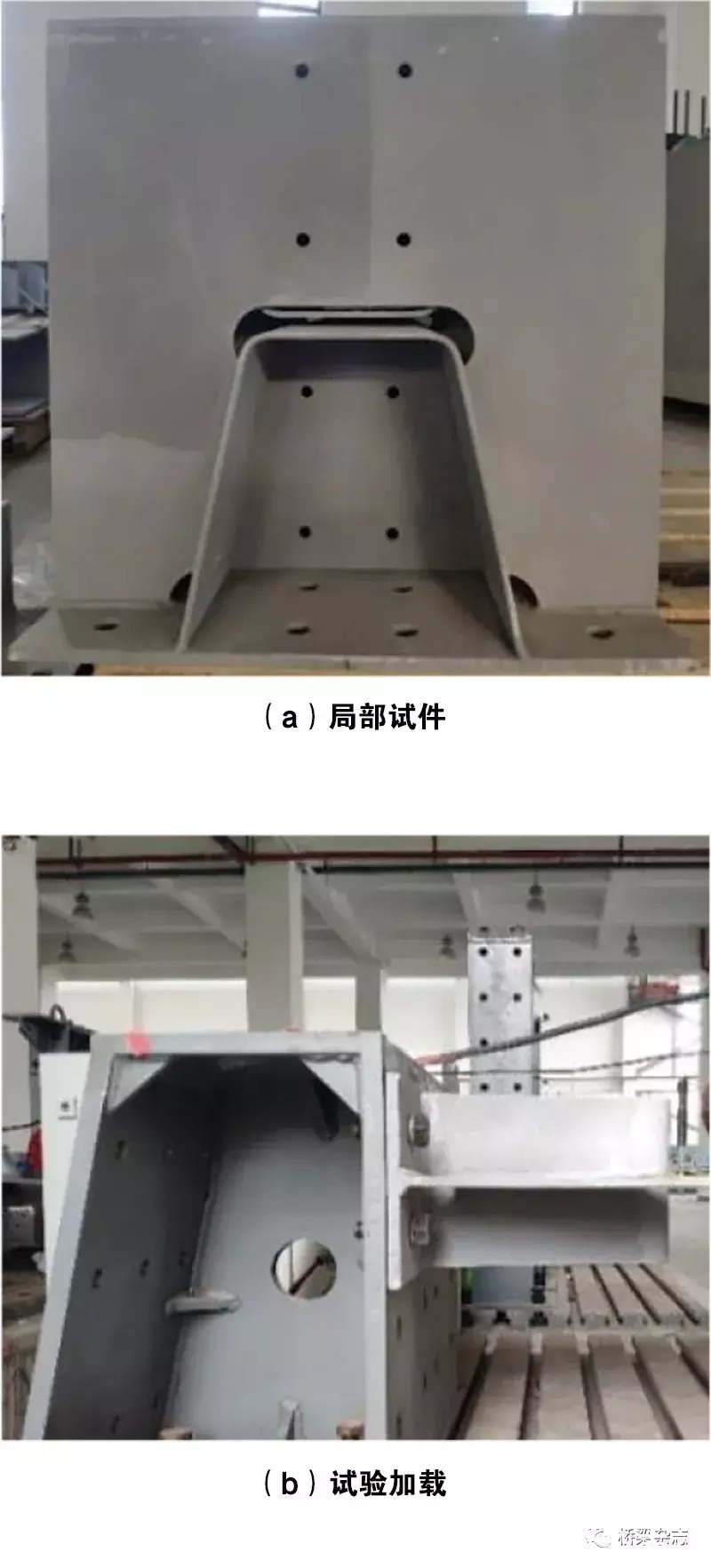
?
图6 横隔板弧形缺口局部细节试件
待维修试件疲劳裂纹扩展至40mm~60mm时,记录最终裂纹长度和对应的循环次数,停机并采用气动冲击维修,冲击示意及后处理见图7。维修后重新开始疲劳试验,并保持荷载不变继续加载,观察维修后疲劳裂纹表面情况,记录相应的裂纹扩展长度和加载次数。
文章来源:《农业工程技术》 网址: http://www.gcjszzs.cn/zonghexinwen/2022/0209/2480.html